小蝌蚪草莓樱桃丝瓜绿巨人(長興)包裝科技(ji)有限(xian)公司
聯係人:施先生
電話(hua):0572-6309699
手機:13736606801
郵(you)箱:sales@msp9tincoo.com
地址(zhi):浙(zhe)江(jiang)省湖(hu)州市(shi)長(zhang)興縣(xian)太(tai)湖街(jie)道發(fa)展(zhan)大道2578號(hao)
阿裏店鋪(pu):blowmolding.en.alibaba.com
今天(tian),sg99.x y z1.3.0app就來談談如(ru)何分(fen)析和找出吹(chui)塑(su)成(cheng)型(xing)中(zhong)空機(ji)產品(pin)的(de)質量問(wen)題(ti)和(he)解決方(fang)案。讓(rang)sg99.x y z1.3.0app看(kan)看!
一(yi)是型坯(pi)結構尺寸不完整。
不適(shi)當(dang)的注射劑應增加注(zhu)射劑(ji)的量;不適當的注射劑和不適當的注射劑應提高注射劑的充電壓力;適當的原(yuan)料(liao)塑化溫(wen)度和不(bu)適當的熔體流速應提(ti)高(gao)注射空(kong)心成型筒的加熱溫度(du);當成型模具溫度低(di)或(huo)溫度不均勻時(shi),應適當提高模(mo)具(ju)溫度,使(shi)模具各部(bu)溫度一致,調整模具零件的組裝位(wei)置(zhi)。
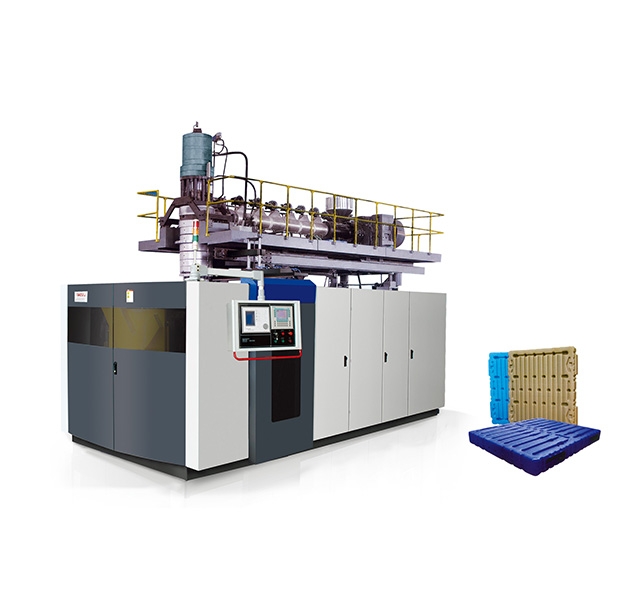
注吹中空成型機
二是模坯形成有飛(fei)邊(bian)。
熔體注射(she)量過大(da),應(ying)適當減(jian)少。注塑壓(ya)力高時應調(diao)整,以降低注塑壓力;注塑合模質量差時應調整(zheng)。如果料筒溫度過高,應適當降低料筒的加熱溫度。
三是(shi)型坯厚度不均。
軸芯(xin)安裝位置不正確,需(xu)要調整。當材料溫度不均勻或較低時,應提中空機高螺(luo)釘(ding)背(bei)壓或注射空心(xin)成型筒的加熱(re)溫度。芯棒變形,需要修理和更換。注塑壓力(li)過(guo)大,應適當降(jiang)低熔體注塑壓力。
四是型坯外(wai)觀(guan)質量差。
原材(cai)料內雜(za)貨較(jiao)多,毛坯外觀條紋較多,不規則,應更換(huan)原材料,選(xuan)用(yong)純(chun)材料;注射熔(rong)融溫度低,毛(mao)坯外觀不亮,應提高注射空心成型筒(tong)的加熱溫度。
以(yi)上就(jiu)是為大家介紹的關於(yu)中空機、吹塑中空產品質(zhi)量(liang)問題的分析解決(jue),希望(wang)對您有(you)所幫(bang)助!

小蝌蚪草莓樱桃丝瓜绿巨人(長興)包(bao)裝科技有限公司(si)
電話:0572-6309 699
郵箱:sales@msp9tincoo.com
地址:浙江省(sheng)湖州市長興縣太湖街道(dao)發展大道2578號
網(wang)址:www.broshare.com.cn
![]()


 在線谘詢
在線谘詢